(1) Use a zinc/aluminum alloy as close to ZA-12 as possible or as a second choice, aluminum
from an overhead cam cylinder head that does not use separate cam bushings. The assumption
here is that the engine manufacturer has chosen a good aluminum bearing material for the head.
Heat the cylinder head in a charcoal fire until it is near the melting point and use a big hammer to
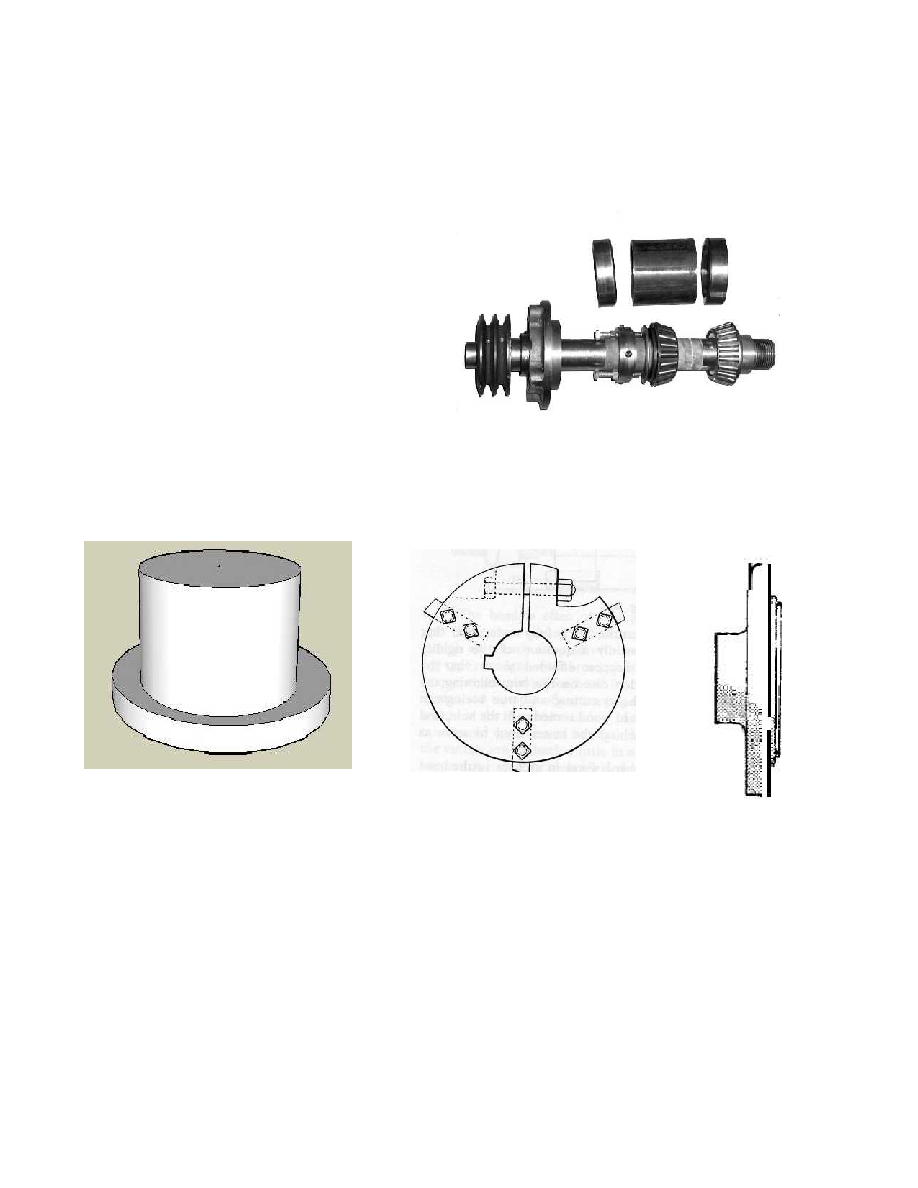
break it into small pieces. Cast the metal into round sections that can be used for spindle
bushings, a thrust bushing and whatever pulleys are necessary for a big MultiMachine.
Except for the steel spindle, simple castings
replace each of these parts!
Important! Try to find a large piece of scrap iron or steel to use for the chuck backplate.
Many industrial machines use iron castings that look something like this. It would not be
difficult to weld up something like this but it may be difficult to machine to size if
machinable welding rods are not used.
Find one that can be bored to fit the spindle and still have room to drill two cross bolt holes
in the hub to use for clamp bolts. Remember the flycutter picture?(above) Use clamp bolts
like these in a long hub.
The spindle bushings should be as long as possible. They may have to be cast and machined
in two separate sections. This will make the machining job much easier but could make
spindle lubrication more difficult if oil has to pass through one spindle bushing to get to the
next one. A solution to this problem would be to have separate oil lines for each bushing
section.
59